




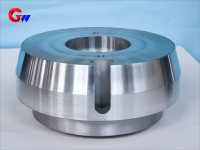
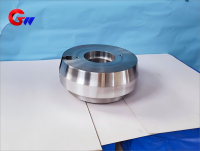
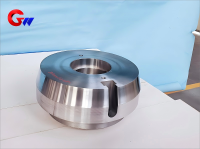
Odlévací ocelová válcová kuželová hlava
Přesná válcovací hlava GW z oceli na odlévání je jednou z důležitých součástí válcovny.
- GW Precision
- Luoyang, Čína
- Smluvní ujednání
- 1000 kusů
- informace
Odlévací ocelová válcová kuželová hlava
Kuželová hlava odlévané oceli se používá hlavně v metalurgických válcovnách, důlních strojích, těžkých zařízeních a dalších příležitostech, které vyžadují vysoké radiální a axiální zatížení. Jeho konstrukčním rysem je použití kuželíkových ložisek (jako je řada TIMKEN), aby současně odolávala radiálním a axiálním silám, což je vhodné pro podmínky s vysokým rázem, vysokou rychlostí nebo velkým zatížením.
Scénáře použití odlévací ocelové válcové kuželové hlavy
1. Hlavní oblasti použití
Válcovna za tepla/za studena: Podporuje pracovní válec, meziválec nebo podpůrný válec, aby vydržel válcovací sílu a axiální pohyb.
Důlní stroje: používají se pro přenosové systémy těžké techniky, jako jsou drtiče a kulové mlýny.
Zařízení pro větrnou energii: sedlo ložiska hlavního hřídele velké větrné turbíny.
Lodě/těžké stroje: rotační součásti s vysokým zatížením, jako jsou vrtulové hřídele a převodovky.
2. Charakteristika práce
Vysoké zatížení: odolává radiální síle (valivá síla) a axiální síle (valivý pohyb válce).
Prostředí s vysokou teplotou/vysokým znečištěním: V podmínkách válcování za tepla je vyžadována tepelná odolnost a prevence oxidace; Těžební prostředí musí být prachotěsné a vodotěsné.
Požadavek na vysokou přesnost: Přesnost lícování mezi vnitřním otvorem sedla ložiska a vnějším kroužkem ložiska (obvykle úroveň H7 nebo H8).
Proces tepelného zpracování pro kuželové ložiskové sedlo válečku z lité oceli
Kónické ložiskové sedlo válce z lité oceli je obvykle vyrobeno z nízkolegované lité oceli (jako je ZG35CrMo, ZG42CrMo) a proces tepelného zpracování je následující:
1. Předúprava (žíhání nebo normalizace)
Účel: Eliminovat licí napětí, zjemnit velikost zrna a zlepšit obrobitelnost.
Proces: Zahřejte na 850-900 °C℃a udržovat v teple před chlazením vzduchem (normalizací) nebo chlazením pece (žíháním).
2. Kalení a temperování (kalení+popouštění)
Kalení: Zahřejte na 850-900 °C℃(v závislosti na materiálu), kalení olejem nebo vodou (aby se zabránilo deformaci).
Popouštění: Popouštění na 500-650℃získat martenzitickou strukturu, vyvažující pevnost a houževnatost (tvrdost HB 250-320).
3. Místní zpevnění povrchu (volitelné)
Indukční kalení: Vysokofrekvenční kalení povrchu uložení ložiska pro zlepšení odolnosti proti opotřebení (tvrdost HRC 50-55).
Nauhličování/nitridace: vhodné pro vysoce legovanou ocel pro zvýšení odolnosti proti únavě.
4. Žíhání pro odlehčení pnutí (po přesném obrábění)
Nízkoteplotní žíhání na 200-300℃eliminuje pnutí při obrábění a zabraňuje deformaci.
Představení funkce:
1. Přenos točivého momentu: Kuželové hlavy se používají k většímu přenosu točivého momentu motoru
efektivně a zajišťuje hladký proces válcování.
2. Zlepšení stability spojení: Konstrukce kuželové hlavy pomáhá zlepšit stabilitu spojení mezi nimi
válcovou hlavu a spojovací hřídel, čímž se snižuje uvolnění nebo opotřebení při vysokých rychlostech.
3. Přizpůsobení různým potřebám odvalování: Konstrukce kuželové hlavy pomáhá přizpůsobit se různým typům
procesy válcování, jako je válcování za tepla a válcování za studena, jakož i potřeby válcování různých materiálů.
Související produkty




