




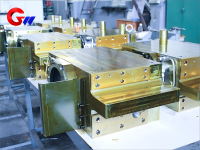


Sedlo ložiska pracovního válce na provozní straně válcovny za tepla
Základní funkce a požadavky na pracovní podmínky sedla ložiska pracovního válce na provozní straně válcovny za tepla
Základní funkce
Umístění a podpora válce: nést radiální zatížení (1500-4000 kN na jedné straně) a axiální sílu (≤ 10 % radiální síly) pracovního válce válcovny za tepla.
Rozhraní pro rychlou výměnu role: Integrovaný hydraulický uzamykací mechanismus (tlak 20-25MPa), doba výměny role ≤ 15 minut.
Kompenzace tepelné deformace: Při teplotě válcování 300-600 ℃ je axiální tepelná dilatační mezera vyhrazena na 0,1-0,15 mm/100 ℃.
- Guangwei Manufacturing Precision
- Henan, Luoyang
- Smluvní ujednání
- Roční kapacita je 500 kusů
- informace
Sedlo ložiska pracovního válce na provozní straně válcovny za tepla
Kompatibilní modely
4-vysoká válcovna za tepla: šířka pásu 800-2200 mm, rychlost válcování ≤ 12 m/s.
Reverzní hrubovací fréza: kolísání válcovací síly ± 25 %, frekvence rázového zatížení ≥ 5krát/minutu.

Specifikace materiálu a tepelného zpracování sedla pracovního ložiska na provozní straně válcovny za tepla
Hlavní materiál sedla pracovního válečku
Třída lité oceli: ZG35CrNiMo (optimalizované složení)
Prvek | C 0,32-0,38 | Cr 0,8-1,2 | Je to 1,0-1,5 | V 0,2-0,4|
Výkonnostní charakteristiky:
Vysoká teplotní mez kluzu (σ ₀, ₂ ≥ 550 MPa při 500 ℃);
Energie nárazu při nízké teplotě (-20 ℃ AKV ≥ 50 J).
Materiály klíčových komponentů
Komponentní materiál tepelná úprava povrchová úprava
ZG35CrNiMo kalené a temperované tělo sedla ložiska + odlehčení pnutí zpevnění otryskáváním (Sa2,5)
Výstelková deska odolná proti opotřebení 42CrMo4 indukčně kalené tvrdé pochromování (30-50 μm)
Těsnící složka 316L nerezová ocel ošetření tuhým roztokem elektrolytické leštění
Proces tepelného zpracování
Kalení: 850 ± 10 ℃ × 4h (ochlazování oleje, rychlost chlazení ≥ 80 ℃/s);
Popouštění: 580 ± 10 ℃ × 6 h (chlazení vzduchem, kontrola tvrdosti HB 280-320);
Kryogenní úprava:- 80 ℃ po dobu 2 hodin (pro zlepšení rozměrové stability).
Mechanické zpracování a přesnost montáže uložení pracovního válce na provozní straně válcovny za tepla
Kritické rozměrové tolerance
Metody testování projektové tolerance
Průměr ložiskového otvoru (Φ) Hladina H6 (± 0,015 mm) pneumatický měřič + systém tří souřadnic
Rovinnost instalačního povrchu ≤ 0,02 mm/m elektronické vodováhy
Průmyslový endoskop s křížovým otvorem v okruhu hydraulického oleje R0,5 ± 0,1 mm
Požadavky na montáž sedla ložiska pracovních válců válcovny za tepla
Síla předpětí ložiska: Axiální předpětí kuželíkových ložisek je 0,05-0,08 mm (měřeno číselníkovým úchylkoměrem);
Vůle těsnění: radiální 0,3-0,5mm (labyrintové těsnění), axiální 1,0-1,2mm.

Výše uvedené přednosti naší společnosti při výrobě sedel ložisek dělají naši společnost na vyspělé pozici ve výrobě produktů ložiskových bloků v tuzemsku. Výrobní zakázky v oboru vedoucí. Zaměstnanci společnosti se naučí pokročilé manažerské nápady stejného odvětví v budoucí výrobě a zpracování, aby společnost mohla lépe sloužit zákazníkům a růst společně se zákazníky.
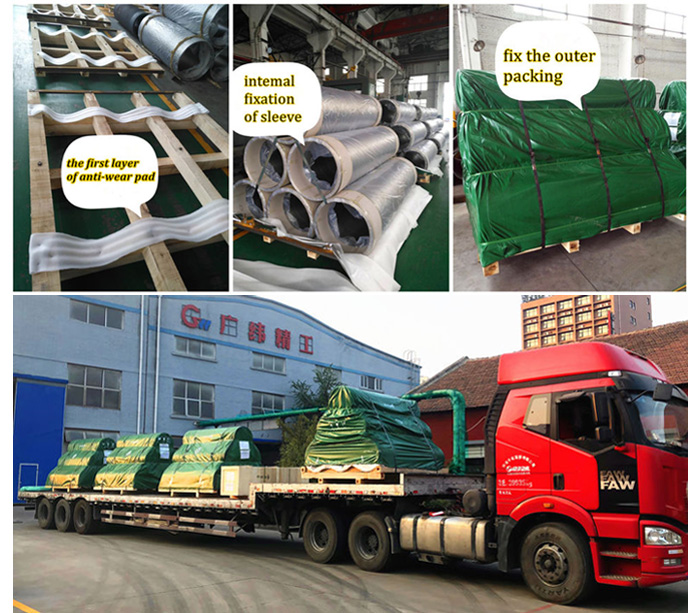
Balení
Začněte svůj den volnem tím, že oslovíte Luoyang Guangwei Precision Manufacturing Technology Ltd. pro jakékoli Válcovna za horka Stroj na Provozní Boční Pracovní válečkový Ložiskový Blok potřeby opravy vřetena, které můžete mít.
Máme technologii, vybavení a znalosti, abychom se ujistili, že budete 100% spokojeni.
Naši technici mají mimořádné zkušenosti a jsou jedni z nejlepších v oboru.
Přijďte se podívat, jak vám můžeme ušetřit prostoje a udržet vás v chodu.
Čas jsou peníze, zavolejte hned!



