




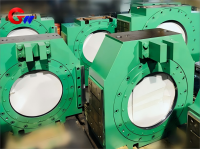

Válcovna za studena stroj na straně pohonu ložiska válcovací stolice
Nauka o materiálu:
Stroj pro válcování za studena na straně pohonu ložiskové sedlo válcového mlýna (kování): 40Cr,
Jsou zárukou vysoce kvalitních výrobků válcovací stolice pro válcování za studena pohonu pracovní válcovací stolice.
Montážní otvor ložiska je hlavní částí a vyžaduje vysokou rozměrovou přesnost. Průměr instalačního otvoru by měl přesně odpovídat vnějšímu průměru ložiska, aby byla zajištěna těsná instalace a žádné uvolnění nebo odchylky během provozu. Jeho povrchová drsnost má také přísné požadavky a hladký povrch může snížit tření při instalaci a usnadnit odvod tepla.
- Guangwei Manufacturing Precision
- Luoyang, Čína
- Smluvní ujednání
- informace
Válcovna za studena stroj na straně pohonu pracovní válec válcovací stolice hřídel
Aplikační scénáře uložení ložiska pracovní válcovací stolice na straně pohonu pro válcovnu za studena
(Vhodné pro vysoce přesné válcovny plechů a pásů za studena)
1. Základní funkce
Dynamická podpora zatížení: odolá valivé síle (800-2500 kN) a ohybové síle válce (± 500 kN), zajišťuje přesnost mezery mezi válci ± 0,005 mm
Přenos točivého momentu: Přenáší hnací moment motoru (špičková hodnota může dosáhnout 150 % jmenovité hodnoty), vhodný pro rychlosti válcování 10-40 m/s
Kontrola vibrací: Potlačuje vysokofrekvenční vibrace při vysokorychlostním válcování (zrychlení vibrací ≤ 4,5 m/s², ISO 10816-3)
2. Extrémní pracovní podmínky
Mechanické namáhání:
Cyklické kontaktní napětí 900-1300MPa (Hertzova kontaktní teorie)
Nárazové zatížení při výměně válců (okamžité zrychlení 10-15g)
Environmentální výzvy:
Penetrace oleje (přísada pro extrémní tlaky obsahující síru)
Hliníkové/nerezové úlomky abrazivní opotřebení (tvrdost HV400-1200)
Výběr materiálu a zesílení sedla ložiska pracovního válce mlýna na straně pohonu
1. Základní materiál
Stupeň materiálu, hlavní výhody, použitelné scénáře
ZG35CrMnSi vysoká únavová pevnost (σ -1 ≥ 380MPa) běžná uhlíková ocel válcovaná za studena
Odolnost proti nárazu ZG25CrNiMo (Akv ≥) 60J@-20 Válcování oceli s vysokou pevností (℃)
ZG06Cr13Ni4Mo korozivzdorné (C ≤ 0,06 %) válcování z nerezové oceli/hliníku
2. Posílení klíčových oblastí
Montážní otvory ložisek:
Iontová nitridace (hloubka vrstvy 0,3-0,5 mm, tvrdost HV900-1100)
Přesné honování (kulatost ≤ 0,005 mm, Ra ≤ 0,1 μm)
Plocha těsnění:
Laserový povlak ze slitiny na bázi Ni (Inconel 625, odolný proti opotřebení mikropohybem)
3. Systém tepelného zpracování
Ošetření kalením a temperováním:
Kalení: 880 ℃ × 2 h (polymerový kalicí roztok)
Temperování: 550 ℃ × 4h (dvě kola temperování)
Rozměrová stabilizace:
Kryogenní ošetření (-80 ℃ × 12 h)
Doba ošetření (180 ℃ × 24h)
4. Povrchové inženýrství
Kompozitní nátěr:
Pískování (stupeň Sa3.0)
Obloukový nástřik Cr3C2 NiCr (tloušťka 150-200 μm)
Laserové přetavení (pórovitost < 0,3 %)
Primární funkcí aválcovna za studena stroj náhonu pracovní válec ložiskové sedloje zajistit přesné vyrovnání ložiska během provozu a odolat působícímu radiálnímu a axiálnímu zatížení. Navíc snižuje vůli mezi ložiskem a hřídelí a zároveň minimalizuje ztráty třením.
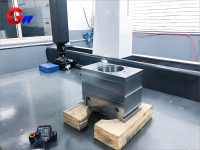
Řízení kvality procesu
Theválcovna za studena stroj ložiskového sedlavyrábíme, jsou kontrolovány inspektory v každém kroku od hrubého zpracování, detekce vad, tepelného zpracování až po výrobní proces. Teprve po absolvování kontroly můžeme přistoupit k dalšímu kroku zpracování.



